
Thermal Barrier Coatings: The Invisible Shield Protecting Turbine Blades at 1,600°C | Safe Fly Aviation

Thermal Barrier Coatings: The Invisible Shield at 1,600°C
Protecting Turbine Blades at Temperatures Hotter Than Lava
Welcome to Safe Fly Aviation's most technically intensive deep dive yet. Today, we're exploring one of aerospace engineering's most remarkable—yet largely invisible—innovations: thermal barrier coatings (TBCs). These gossamer-thin ceramic layers, typically just 100–500 micrometres thick (roughly the width of five human hairs), enable modern jet engines to operate at temperatures that would instantly melt unprotected metal.
To put this in perspective: lava from volcanic eruptions typically reaches temperatures of 700–1,200°C. Modern high-pressure turbine blades operate in gas streams exceeding 1,600°C—temperatures where the nickel-based superalloy substrate would lose structural integrity within seconds without protection. Yet with thermal barrier coatings, these same blades survive thousands of flight cycles, each involving brutal thermal shocks from ambient to peak temperature and back.
This comprehensive guide will take you from the fundamental materials science of TBCs through to cutting-edge developments in gadolinium zirconate and multi-layer architectures. We'll examine failure mechanisms in forensic detail, explore manufacturing processes, and reveal how these coatings have enabled a 200–300% increase in turbine blade lifespan whilst simultaneously allowing engines to run hotter and more efficiently.
Whether you're an aerospace engineer, materials scientist, maintenance technician, or aviation enthusiast, this article will illuminate the invisible technology that quite literally keeps modern aviation aloft.
1. The Fundamental Challenge: Why We Need TBCs
The Thermodynamic Imperative
Modern jet engine efficiency is governed by the Brayton thermodynamic cycle, where efficiency (η) increases with the pressure ratio and turbine inlet temperature (TIT). The relationship is approximately:
📐 Brayton Cycle Efficiency
η ≈ 1 - (1/r)(γ-1)/γ
Where: r = pressure ratio, γ = specific heat ratio (≈1.4 for air)
But: Higher TIT dramatically improves performance beyond this basic equation
- Every 100°C increase in TIT yields approximately 10–12% thrust increase
- Or equivalently: 3–4% improvement in specific fuel consumption (SFC)
- Modern engines target TIT of 1,600–1,700°C (compared to ~1,100°C in 1980s engines)
The Material Limitation
The problem? The best nickel-based superalloys (like CMSX-4, René N5, or Inconel 738) have melting points around 1,300–1,400°C, and they begin losing significant creep strength above 1,000–1,050°C. Without thermal protection, turbine blades would:
- Creep rapidly: Permanent deformation under stress at elevated temperature
- Oxidise catastrophically: React with oxygen forming thick, non-protective oxide scales
- Melt locally: Particularly at leading edges and tips where heat flux is highest
- Fail within hours: Rather than the required 10,000–25,000 flight cycles
The Multi-Pronged Solution
Modern turbine blades employ a three-part thermal protection strategy:
Whilst internal cooling does the heavy lifting, TBCs are the enabling technology that allows turbine inlet temperatures to push beyond what cooling alone can achieve. Without TBCs, modern engine efficiency gains of the past 30 years simply wouldn't exist.
Expert TBC Inspection & Repair Services
Safe Fly Aviation offers comprehensive thermal barrier coating assessment, non-destructive testing, and certified repair services. Extend your turbine blade life and optimise engine performance.
Schedule an Inspection2. TBC Architecture: The Four-Layer System

Electron microscope view of yttria-stabilised zirconia (YSZ) coating showing columnar grain structure
The Standard TBC System
Modern thermal barrier coatings are not single-layer structures but sophisticated multi-layer systems, each component serving specific functions:
| Layer | Material | Thickness | Primary Function |
|---|---|---|---|
| Substrate | Ni-based superalloy (CMSX-4, René N5) | ~3–5 mm | Load-bearing structural component |
| Bond Coat | MCrAlY or Pt-aluminide | 75–150 μm | Adhesion, oxidation protection |
| TGO (Thermally Grown Oxide) | α-Al₂O₃ (alumina) | 1–10 μm (grows with time) | Oxygen diffusion barrier |
| Top Coat (Ceramic) | 7-8% YSZ or gadolinium zirconate | 100–500 μm | Thermal insulation, strain tolerance |
Layer 1: The Superalloy Substrate
The foundation is a single-crystal or directionally-solidified nickel-based superalloy, optimised for high-temperature creep resistance. Common alloys include:
- CMSX-4: 2nd generation single-crystal, ~9% rhenium, 6% chromium, 6.5% aluminium, 6% tungsten
- René N5: 1st-2nd generation, 3% rhenium, excellent castability
- Inconel 738: Polycrystalline, widely used in older engines and stationary components
Layer 2: The Bond Coat
The bond coat serves three critical functions: mechanical bonding between ceramic and metal, oxidation protection, and thermal expansion matching. Two main types dominate:
🔧 Bond Coat Types
MCrAlY Coatings (M = Ni, Co, or NiCo):
- Composition: Nickel or cobalt base with 15–25% chromium, 8–12% aluminium, 0.3–1.0% yttrium
- Applied via plasma spray, HVOF (high-velocity oxy-fuel), or EB-PVD
- Excellent oxidation resistance, moderate thermal expansion match
- Typical thickness: 100–150 μm
Platinum-Aluminide Coatings:
- Two-step process: electroplate platinum (5–10 μm), then aluminise via chemical vapour deposition (CVD)
- Forms β-NiAl phase with platinum dissolved in solid solution
- Superior alumina formation kinetics, better TGO quality
- Typical thickness: 50–80 μm (but diffusion zone extends deeper)
Layer 3: The Thermally Grown Oxide (TGO)
The TGO is not intentionally applied but forms naturally during engine operation as aluminium from the bond coat reacts with oxygen diffusing through the ceramic top coat. Ideally, this forms a slow-growing, protective α-alumina (α-Al₂O₃) layer.
Layer 4: The Ceramic Top Coat
The ceramic top coat is the star of the show—providing the critical thermal insulation. The requirements are demanding:
- Low thermal conductivity: ~1–2 W/m·K (compare to ~20 W/m·K for superalloys)
- High melting point: >2,500°C to survive peak temperatures
- Thermal expansion match: Close to superalloy (~10–12 × 10⁻⁶/K) to minimise stress
- Phase stability: No destructive phase transformations during thermal cycling
- Strain tolerance: Accommodate differential thermal expansion without cracking
- CMAS resistance: Resist attack by molten calcium-magnesium-alumino-silicate deposits
For over 40 years, one material has dominated: yttria-stabilised zirconia (YSZ).
3. Yttria-Stabilised Zirconia (YSZ): The Industry Standard
What Is YSZ and Why Does It Work?
Pure zirconia (ZrO₂) undergoes a destructive phase transformation around 1,170°C from monoclinic to tetragonal crystal structure, accompanied by a ~3–5% volume change. Repeated cycling through this transformation would quickly crack any coating. The solution: add 6.5–8 weight% yttria (Y₂O₃), which stabilises the cubic fluorite crystal structure across the entire operating temperature range.
🔬 YSZ Material Properties
| Property | Value | Significance |
|---|---|---|
| Thermal Conductivity | 1.5–2.3 W/m·K @ 1,000°C | ~10× lower than superalloys |
| Thermal Expansion | 10–11 × 10⁻⁶/K | Good match to superalloys (11–13) |
| Melting Point | ~2,680°C | Far exceeds operating temperatures |
| Young's Modulus | 50–80 GPa (porous coating) | Lower stiffness → better strain tolerance |
| Density | 5.5–6.0 g/cm³ | Relatively low for ceramics |
Manufacturing YSZ Coatings: APS vs EB-PVD
Two primary methods dominate TBC application, each with distinct microstructures and properties:

Advanced plasma spray application of thermal barrier coating in precision manufacturing environment
⚙️ Atmospheric Plasma Spray (APS)
Process: YSZ powder particles (typically 20–80 μm diameter) are injected into a plasma torch generating temperatures of 10,000–15,000 K. Molten/semi-molten particles impact the blade surface at ~100–300 m/s, flattening into splats and building up layer by layer.
Microstructure: Lamellar (layered) structure with extensive porosity (10–20%), microcracks, and inter-splat boundaries. Thermal conductivity: ~1.0–1.5 W/m·K.
Advantages:
- Cost-effective (equipment ~£100,000–500,000 vs ~£5–10 million for EB-PVD)
- High deposition rates (100–500 μm/hr)
- Suitable for complex geometries
- Low thermal conductivity due to porosity
Disadvantages:
- Lower strain tolerance → more prone to spallation under thermal cycling
- Rougher surface finish
- Reduced durability vs EB-PVD
⚙️ Electron Beam Physical Vapour Deposition (EB-PVD)
Process: In a vacuum chamber (~10⁻³ mbar), an electron beam melts and evaporates YSZ ingots. Vapour atoms condense on the blade substrate, nucleating and growing as columnar grains perpendicular to the surface.
Microstructure: Distinctive columnar structure (columns ~1–10 μm diameter) with inter-columnar gaps providing strain compliance. Thermal conductivity: ~1.5–2.0 W/m·K (higher due to denser columns).
Advantages:
- Superior strain tolerance → 2–3× longer thermal cycling life
- Smoother surface (better aerodynamic performance)
- Better erosion resistance
- Preferred for rotating turbine blades (highest thermal cycling severity)
Disadvantages:
- Extremely expensive capital equipment and operating costs
- Slower deposition (20–100 μm/hr)
- Line-of-sight limitation (shadowing on complex geometries)
- Higher thermal conductivity than APS
Why YSZ Dominates (Despite Limitations)
YSZ remains the overwhelming choice for production TBCs because:
- Proven track record: Billions of flight hours across thousands of engine types
- Manufacturing maturity: Well-understood deposition processes and quality control
- Cost-effectiveness: Raw materials (zirconia, yttria) are relatively affordable
- Repairability: Established strip and recoat procedures for engine overhaul
- "Good enough" performance: Meets requirements for turbine inlet temperatures up to ~1,500–1,600°C
However, YSZ has fundamental limitations that become critical as turbine inlet temperatures push towards 1,700°C and beyond.
Advanced TBC Analysis & Materials Testing
Our state-of-the-art laboratory provides comprehensive TBC characterisation, failure analysis, and remaining-life assessment using cutting-edge diagnostic techniques.
Learn More About Our Services4. TBC Failure Modes: When Coatings Go Wrong
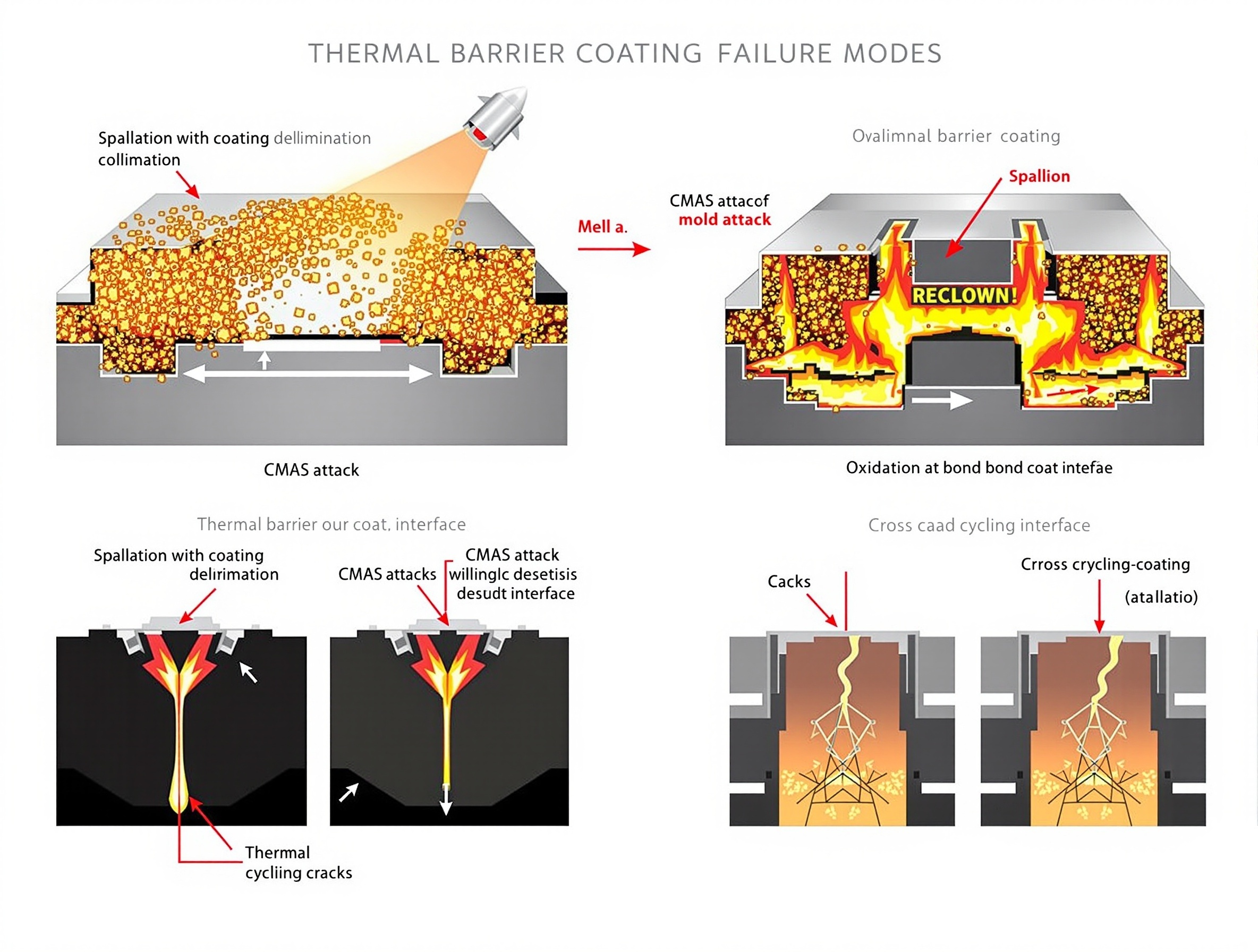
Common TBC failure mechanisms: spallation, CMAS attack, oxidation, and thermal cycling damage
Understanding TBC Degradation
Thermal barrier coatings don't fail suddenly—they degrade progressively through several mechanisms, often acting synergistically. Understanding these failure modes is critical for predictive maintenance and life extension strategies.
🔴 Spallation
Mechanism: Delamination and loss of ceramic top coat, typically at the TGO/bond coat interface. Caused by strain energy accumulation from TGO growth, thermal expansion mismatch, and thermal cycling.
Typical Onset: 5,000–15,000 thermal cycles (EB-PVD); 2,000–8,000 cycles (APS)
🔴 TGO Thickening
Mechanism: The thermally-grown oxide layer grows with time, increasing from ~1 μm to 8–10 μm. Growth strains accumulate, eventually exceeding coating adhesion strength.
Critical Thickness: Spallation risk increases dramatically when TGO exceeds 8–10 μm
🔴 CMAS Attack
Mechanism: Calcium-magnesium-alumino-silicate (CMAS) deposits from ingested sand/volcanic ash melt at 1,150–1,240°C, infiltrating YSZ porosity. Upon cooling, CMAS solidifies, eliminating strain tolerance and causing catastrophic spallation.
Onset: Single CMAS infiltration event can cause immediate failure
🔴 Sintering
Mechanism: At elevated temperatures, YSZ pores gradually close (sintering), increasing thermal conductivity and stiffness, reducing strain tolerance.
Effect: 20–50% conductivity increase after 5,000–10,000 hours at >1,200°C
🔴 Erosion
Mechanism: Particle impacts (dust, sand, unburned carbon) physically remove coating material, particularly at leading edges.
Rate: Highly variable; 10–50 μm loss per 1,000 flight hours in dusty environments
🔴 Foreign Object Damage
Mechanism: Larger debris impacts cause localised coating delamination and substrate damage.
Criticality: Can initiate accelerated failure propagation from damaged region
The Spallation Problem: Life-Limiting Failure Mode
Spallation—the delamination and loss of the ceramic top coat—is the primary life-limiting failure mode for TBCs. The physics involves complex stress states:
⚠️ The Spallation Mechanism
Step 1: TGO Growth – As the TGO thickens, volumetric growth strains develop. Since the TGO is constrained between bond coat and ceramic, compressive stresses build up (~3–6 GPa).
Step 2: Stress Relaxation – At operating temperature, these stresses partially relax through creep. But upon cooling, the TGO contracts differently than surrounding materials.
Step 3: Tensile Stress Development – During cool-down, tensile stresses develop perpendicular to the interface. Once these exceed the interface fracture toughness (~50–150 J/m²), cracks nucleate.
Step 4: Propagation – Cracks propagate laterally along the TGO/bond coat interface. When cracked area reaches critical size (~1–5 mm²), stored strain energy drives catastrophic spallation.
CMAS: The Desert Enemy
CMAS (calcium-magnesium-alumino-silicate) attack represents one of TBC's most insidious failure modes. The phenomenon works as follows:
- Ingestion: Aircraft operating in desert environments or near volcanic eruptions ingest fine silicate particles (sand, dust, volcanic ash)
- Melting: These particles deposit on turbine blades and melt at 1,150–1,240°C—well within operating temperatures
- Infiltration: Molten CMAS wicks into YSZ porosity and inter-columnar gaps via capillary action, penetrating 50–200 μm in minutes
- Chemical Reaction: CMAS reacts with YSZ, destabilising the cubic phase and forming monoclinic ZrO₂ (destructive phase transformation)
- Solidification: Upon cooling, CMAS solidifies, locking the coating in a rigid state with no strain compliance
- Catastrophic Failure: Next thermal cycle generates stresses that immediately spall the infiltrated region
Quantifying TBC Life: Empirical Models
Predicting TBC lifespan involves empirical correlations based on extensive engine testing:
| Application | Coating Type | Typical Life (Cycles) | Life (Hours) |
|---|---|---|---|
| High-Pressure Turbine Blades | EB-PVD YSZ | 10,000–15,000 | 15,000–25,000 |
| High-Pressure Turbine Vanes | APS YSZ | 15,000–25,000 | 25,000–40,000 |
| Low-Pressure Turbine | APS YSZ | 20,000–30,000 | 30,000–50,000 |
| Combustor Liners | APS YSZ | 10,000–20,000 | 20,000–35,000 |
Note: These are conservative estimates. Actual life depends on operating conditions (TIT, thermal cycling severity, CMAS exposure, maintenance quality).
5. Beyond YSZ: Gadolinium Zirconate and Multi-Layer Architectures

Advanced multi-layer TBC architecture with gradient composition and nano-structured interfaces
YSZ's Fundamental Limitations
As turbine inlet temperatures push towards 1,700°C and beyond, YSZ's shortcomings become critical:
- Sintering above 1,200°C: Thermal conductivity increases 30–50% after prolonged exposure
- Phase instability: Above 1,200°C, yttria slowly segregates, destabilising the cubic phase
- CMAS susceptibility: YSZ readily dissolves in molten CMAS, losing all protective function
- Limited temperature capability: Effective ceiling of ~1,500–1,600°C surface temperature
The search for "YSZ 2.0" has focused on materials with higher temperature capability, better CMAS resistance, and lower thermal conductivity.
Gadolinium Zirconate: The Leading Candidate
Gadolinium zirconate (Gd₂Zr₂O₇) has emerged as the most promising next-generation TBC material, with several compelling advantages:
🌟 Gadolinium Zirconate Properties
| Property | YSZ | Gd₂Zr₂O₇ | Advantage |
|---|---|---|---|
| Thermal Conductivity (1,000°C) | 1.8–2.3 W/m·K | 1.2–1.5 W/m·K | ~35% lower |
| Phase Stability | Stable to ~1,200°C | Stable to >1,500°C | +300°C margin |
| CMAS Resistance | Poor (dissolves readily) | Excellent (forms stable apatite) | 10× slower penetration |
| Thermal Expansion | 10–11 × 10⁻⁶/K | 9–10 × 10⁻⁶/K | Slightly lower (trade-off) |
| Sintering Resistance | Moderate | Superior | Maintains porosity longer |
The CMAS Solution: Reactive Barrier Formation
Gadolinium zirconate's killer feature is its CMAS resistance. Unlike YSZ (which dissolves), Gd₂Zr₂O₇ reacts with molten CMAS to form calcium rare-earth silicate apatite (Ca₂RE₈(SiO₄)₆O₂)—a high-melting-point (~1,550°C), chemically stable phase that acts as a self-sealing barrier:
Challenges with Gadolinium Zirconate
Despite superior properties, Gd₂Zr₂O₇ faces adoption challenges:
⚠️ Gadolinium Zirconate Hurdles
- Thermal expansion mismatch: Lower CTE (~9 × 10⁻⁶/K) vs superalloy (~13 × 10⁻⁶/K) increases thermal stress
- Lower toughness: Gd₂Zr₂O₇ is more brittle than YSZ, increasing spallation risk under mechanical loading
- Higher cost: Gadolinium oxide is ~10× more expensive than yttrium oxide
- Limited manufacturing experience: Deposition parameters not as mature as YSZ
- Compatibility: Requires development of compatible bond coats and deposition processes
The Multi-Layer Solution
Rather than wholesale replacement of YSZ, the industry is converging on multi-layer or graded TBC systems that exploit the best properties of multiple materials:
🏗️ Advanced Multi-Layer TBC Architecture
Layer 1 (Bottom): YSZ (50–100 μm) – Provides thermal expansion match to bond coat, proven reliability
Layer 2 (Transition): YSZ/Gd₂Zr₂O₇ gradient (50–100 μm) – Gradual composition transition minimising interface stress
Layer 3 (Top): Gd₂Zr₂O₇ (100–200 μm) – CMAS resistance, low conductivity, high-temperature stability
Optional Layer 4: Dense gadolinia top seal (~10 μm) – Additional CMAS barrier, erosion resistance
Other Advanced TBC Materials Under Development
The research pipeline includes several exotic alternatives:
- Rare-earth zirconates (La₂Zr₂O₇, Nd₂Zr₂O₇): Similar to gadolinium zirconate, with varying thermal expansion and CMAS resistance trade-offs
- Perovskites (SrZrO₃, BaZrO₃): Ultra-low thermal conductivity (~1.0 W/m·K) but challenging phase stability
- Pyrochlores with multiple dopants: Complex compositions (Gd₂Zr₂O₇ + YSZ + Al₂O₃) tailored for specific properties
- MAX phase coatings: Ternary carbides/nitrides combining ceramic and metallic properties, excellent damage tolerance
- Rare-earth phosphates (YPO₄, GdPO₄): Extremely low thermal expansion (~2 × 10⁻⁶/K), potential for ultra-thick coatings
Stay Informed on TBC Technology Advances
Subscribe to Safe Fly Aviation's technical newsletter for the latest developments in thermal barrier coatings, materials science breakthroughs, and maintenance best practises.
Subscribe Now6. The Future of TBCs: Enabling Next-Generation Propulsion
Turbine Inlet Temperatures: The March Continues
Historical trends show TIT increasing at roughly 10–15°C per year since the 1970s. Extrapolating forward:
- Current state-of-art (2025): 1,600–1,650°C (GE9X, Pratt & Whitney GTF, Rolls-Royce UltraFan)
- 2030 targets: 1,700–1,750°C (next-generation narrowbody engines)
- 2040 aspirations: 1,800–1,900°C (revolutionary propulsion concepts)
At these temperatures, even advanced TBCs will be stretched to their limits. Multiple enabling technologies must converge:
🚀 Future TBC Requirements
- Enhanced cooling: Advanced internal cooling geometries (additive manufacturing enables complex passages), potentially transpiration cooling through porous TBCs
- Lower conductivity coatings: Target <1.0 W/m·K through engineered porosity, phonon scattering nanostructures
- Superior CMAS resistance: Mandatory for all commercial engines as climate change increases desert operations
- Environmental barrier coatings (EBCs): Protect underlying TBC from water vapour attack at extreme temperatures
- Self-healing mechanisms: Coatings that autonomously repair microcrack damage during operation
Sustainable Aviation and Hydrogen Propulsion
The shift towards sustainable aviation fuels (SAFs) and hydrogen poses new TBC challenges:
Advanced Manufacturing: The Enabler
Next-generation TBCs will leverage cutting-edge manufacturing:
- Solution precursor plasma spray (SPPS): Deposits coatings from liquid feedstock, enabling complex compositions and finer microstructures
- Suspension plasma spray (SPS): Nanoscale particles create coatings with ultra-fine columnar structure and engineered porosity
- Laser-assisted deposition: Precise local heating enables graded compositions and tailored microstructures
- Additive manufacturing integration: Direct printing of TBC-integrated blade structures (substrate + coating in one process)
- Atomic layer deposition (ALD): Nanoscale precise coatings for sealing and environmental protection
Inspection and Remaining Life Assessment
As TBCs become more critical and complex, non-destructive inspection advances are crucial:
| Technique | Measures | Capability | Limitation |
|---|---|---|---|
| Infrared Thermography | Delaminated areas (thermal contrast) | Rapid, large area coverage | Detects only advanced damage |
| Eddy Current | TBC thickness, bond coat oxidation | Quantitative thickness measurement | Requires calibration, conductive substrate |
| Ultrasonic | Delamination, coating adhesion | High sensitivity to interfaces | Complex signal interpretation |
| Laser-Induced Fluorescence | TGO thickness, phase composition | Non-contact, chemical specificity | Research tool, not production-ready |
| Terahertz Imaging | Layer thickness, porosity, delamination | Penetrates ceramics, 3D imaging | Expensive, slow |
The Economic Imperative
TBC technology delivers massive economic value:
• 2–3× blade life extension (avoiding £500,000–2,000,000 in premature replacement costs)
• 3–5% fuel efficiency improvement (worth ~£300,000–500,000 annually per engine)
• Higher thrust ratings (enabling larger aircraft, new routes)
Return on Investment: 10–20× over engine lifetime
7. Conclusion: The Invisible Technology Enabling Modern Flight
Thermal barrier coatings represent the epitome of materials science achievement: gossamer-thin ceramic layers that enable the impossible. By providing that critical 150–200°C temperature reduction, TBCs have unlocked decades of turbine technology advancement—higher thrust, better efficiency, lower emissions, and unprecedented reliability.
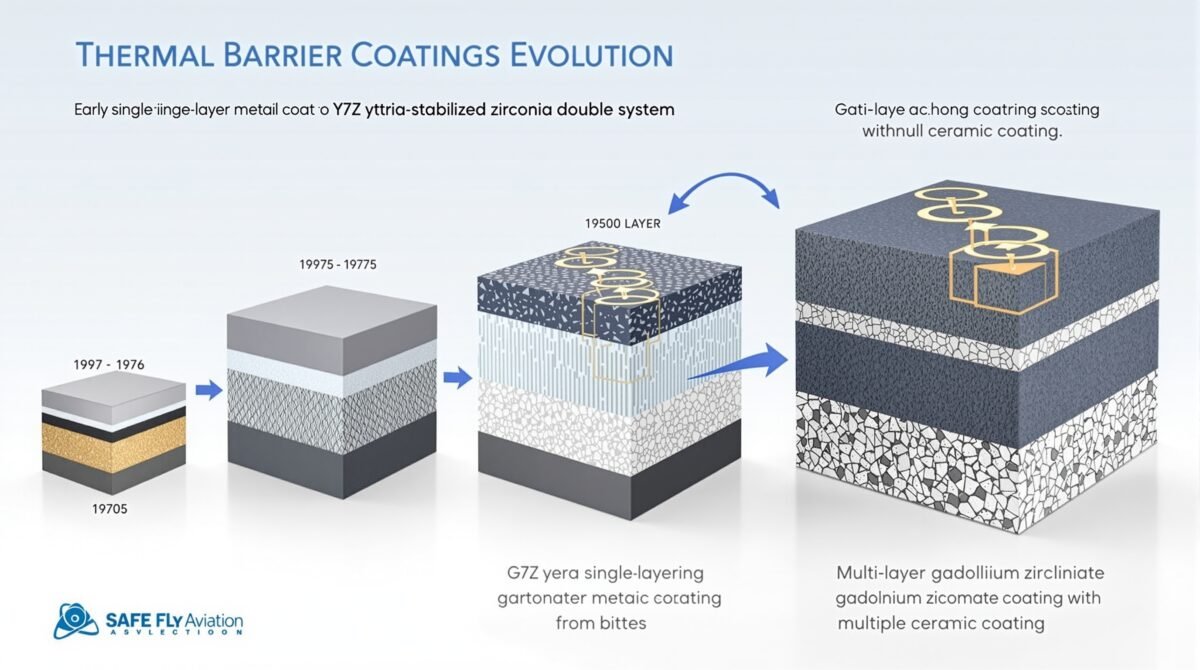
The journey from early alumina coatings in the 1960s through yttria-stabilised zirconia dominance since the 1980s, to today's advanced gadolinium zirconate multi-layer systems, illustrates the relentless innovation driving aerospace propulsion. Each generation of TBC technology enabled another step-function in engine performance, translating directly to billions of pounds in fuel savings, reduced environmental impact, and the democratisation of air travel.
Yet the challenges ahead are formidable. As turbine inlet temperatures march towards 1,700–1,800°C, and hydrogen propulsion introduces entirely new degradation mechanisms, the demands on TBC systems will intensify. Success requires continued breakthroughs in materials science, manufacturing processes, and predictive modelling.
The invisible shield protecting turbine blades at temperatures hotter than lava is not merely a technical curiosity—it's foundational to aviation's future. Every improvement in coating thermal conductivity, every advance in CMAS resistance, every refinement in deposition processes contributes to safer, more efficient, more sustainable flight.
At Safe Fly Aviation, with over 15 years of deep expertise in engine systems and coatings technology, we're committed to advancing the state of the art in TBC inspection, maintenance, and life extension. Understanding these invisible shields isn't just academic—it's essential for optimising engine performance, reducing operating costs, and ensuring the safety of modern aviation.
The next time you board an aircraft, spare a thought for those micrometre-thin ceramic layers protecting turbine blades from temperatures that would melt steel in seconds. They're the unsung heroes of modern flight—and their evolution continues.
Fly safe, fly hot, and trust the invisible shield!
Expert TBC Solutions for Your Fleet
From initial coating application to end-of-life assessment, Safe Fly Aviation provides comprehensive thermal barrier coating services. Contact us to discuss how we can optimise your engine performance and extend component life.
Get Expert Consultation


{kind=link}
{kind=link}
{kind=link}
{kind=link}